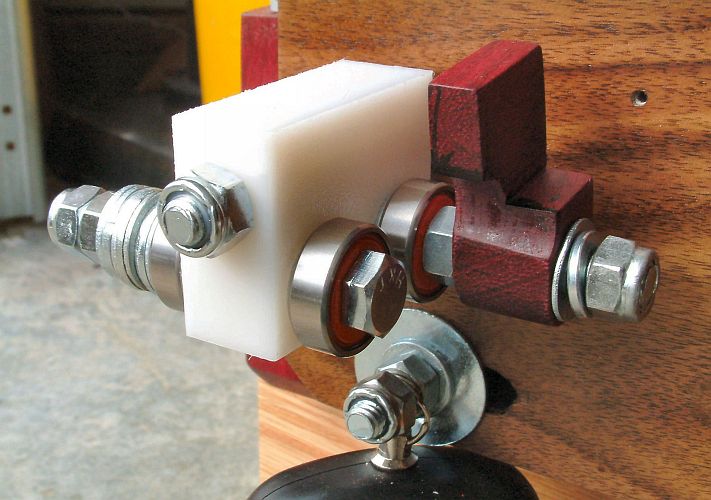
There are three bearing arms to be made. All three are seen in use in the photo.
There are three bearing arms to be made. All three are seen in use in the photo.The front and rear bearing arms are identical, though there is a slight difference in the hardware we hand on them. The middle bearing arm is identical on the side where the bearings are, but is deeper and includes a V-notch on the other side.
When a shaft is measured in the NF4, it is deflected (bent) by force applied at the bearing arms. In the photo, the shaft sits the front and rear bearings, and in the V-notch of the middle bearing arm. It is oriented this way for some types of measurements; for others, the middle bearing arm is flipped and the shaft sits in the bearings rather than the V-notch.