
|
| Home ⇒ golf ⇒ measure ⇒ Current Article |
Article
Contents
|
Circuit description Original 1995 Updated 1999, 2003 This is the narrative to go with the circuit diagrams of my Frequency Meter. I'm going to be wordy in some places and brief in others, according to my own taste. I assume you know something about digital circuitry, so I won't have to explain the basic concepts. There are schematic diagrams and photographs that go with the text. They
are represented by thumbnail images. If you click on the thumbnail, the
full-size image will open in a new window, so you can view both the image
and the text that goes with it. Circuit Design
|

| 2-input gate | 74LS00 |
| 3-input gate | 74LS10 |
| 8-input gate | 74LS30 |
| Flip-flop (D-type) | 74LS74 |
| Demux (2-bit to 4-line) | 74LS156 |
| Inverters | 74LS14 |
| Counter (dual 4-stage) | 74LS393 |
| Register (6-bit) | 74LS174 |
| LED drivers | 7406 (not LS) |
| Voltage comparator | LM339 |
| 7-segment LED display | HP 5082-7730 |
The total cost of the electronic components probably doesn't exceed $25. Additional cost (case, power, board, wiring, programming the PROM, etc) will depend on how well-equipped your electronic workshop is.
Input Section - Sensor & Wave
Shaping
The input section is an inexpensive LM339 comparator, connected
with a bit of positive feedback to sharpen the transition and to add a
bit of hysteresis (that's "snap action"). The feedback resistor
should be chosen for the best hystersis characteristics. The 220K
or so that I've shown should work nicely, but you may want to put in a trimpot.

You will definitely want to use a 1K trimpot to set the threshold. This must be adjusted when you change sensors, and may need adjustment from time to time as the sensors age. I made mine accessible through a narrow screwdriver hole in the front panel. It can't be tweaked inadvertently, but you can adjust it without opening the case.
The adjustment is facilitated by two LEDs, visible on the front panel. They are called the "wave indicators" on the Control Section schematic. One or the other is always on, depending on whether the wave-shaper is on or off. They show graphically the state of the wave-shaper. With the pressure transducer, the LEDs are also used to adjust the clamp pressure.
Either sensor assembly can be connected to the chassis via a 4-pin connector:
- The piezoelectric pressure transducer simply connects to the comparator inputs.
- The optical sensor needs to be powered, a job handled by the other two leads which supply +5v and ground. I got away with no resistors on the optical sensor assembly; you probably can too.
Control & Counter Sections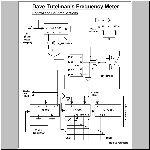

Control section
The input to the control section is a squared logic level that pulses once a cycle for the pressure transducer and twice a cycle for the optical transducer. It is fed to a counter, the first three stages of which are used. The idea is to get a gating signal the width of a full cycle of vibration; that's a "pulse and back" for pressure and two of them for optical. The first three output bits of the counter are selected by a DIPswitch to be fed to the control logic. The bits are:- A - the gating signal for the pressure sensor.
- B - the gating signal for the optical sensor.
- C - a half-speed signal, whose purpose will be described below.
- A strobe pulse, which occurs precisely at the end of the gating signal, and lasts for exactly one count.
- A counter reset, which starts as soon as the strobe turns off, and which persists (to hold the counter off) until the beginning of the next gating signal.
- The typical range of shaft vibration is from 240cpm to 340 cpm.
- That is about 4 per second to 6 per second.
- So the number on the display refreshes itself with a new reading 2 to 3 times a second.
| Normal Refresh (2-3 per sec) |
Slow Refresh (1 per sec) |
|
| Pressure sensor (or other sensor giving one pulse per cycle) |
A "on" | A & B "on" |
| Optical sensor (or other sensor giving two pulses per cycle) |
B "on" | B & C "on" |
Counter section
The counter consists of 20 bits of 74LS393 chips. The first (least significant) ten bits are just a count-down of the frequency from 2MHz (put out by the crystal clock) to 1953Hz, giving a timing resolution of just over a half millisecond. (Yes, that is almost the same as the time the ball spends on the clubface during impact. And no, there is no relationship; it's pure coincidence.) This is able to resolve frequencies as high as 350cpm to within one cpm.The most significant ten bits are used as readout. This allows frequencies as low as 114 cpm to be measured. It also allows display of higher frequencies than 350, but the resolution on frequencies above 350 will be more than one cpm.
This allocation of counter sections was designed using a computer program described in the appendix.
The counter is a straight binary counter, except for two interesting variations:
- When the most significant 8 bits all reach '1', a gate prevents further pulses from advancing the count. This prevents the counter from "wrapping". If it were allowed to wrap, then frequencies below its range of 114cpm would show up as very high frequencies.
- Two bits of the high frequency section (about 8 and 16 KHz) are used as a clock to multiplex the 3-digit LED display. More about this in the chapter on the display section.
Register & Display Sections

Register and PROM sections
The register and PROM sections are very straightforward. Two 74LS174 hex-D flip-flops are used for the register; we use ten of the twelve bits. Because the control logic was designed as synchronous (clocked) logic, strobe pulse is synchronized to the counter clock so the counter doesn't change value during the strobe.The 2732 PROM has its 32K bits arranged as 4096 bytes of 8 bits each. We use most of it, arranging it as:
- 1024 rows (10-bit address from the register stage), by
- 3 digits for the display (2-bit display multiplex clock, with one phase not used), by
- 7 bit "mini-bytes" for the seven display segments.
|
Pinouts |
Pinouts |
Pinouts |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Display section
The display consists of three seven-segment LED display DIPs. They are common-anode devices, and we use the anode to multiplex the pulses. That is:- During one "phase" (one count of the display multiplex clock), a positive pulse is applied to the anode of one of the digits. This is done by the 74LS156 decoder and the PNP driver transistors.
- At the same time, the display multiplex clock tells the PROM which digit is the current "phase". The PROM applies bits to its output corresponding to that digit. The output 7406 drivers apply negative pulses to some of the segments, turning on the display for that digit.
- During three of the four count "phases", one or another of the digits is being pulsed with the correct display information for that digit. On the fourth phase, it rests.
Physical Design
The physical design includes the electronic packaging and the construction of the sensors and clamps. Each of them is described in this section, complete with photographs.Electronic packaging
 The electronics is built into a plastic case originally intended
for telecommunications equipment. The box has snap locks on the side for
full top access to the circuitry. The front panel is dark red transparent
plexiglass, so the red LED displays can be seen but the circuitry cannot.
The front panel has small holes for access to the trim adjustments of the
input threshold and hysteresis.
The electronics is built into a plastic case originally intended
for telecommunications equipment. The box has snap locks on the side for
full top access to the circuitry. The front panel is dark red transparent
plexiglass, so the red LED displays can be seen but the circuitry cannot.
The front panel has small holes for access to the trim adjustments of the
input threshold and hysteresis.The back of the case has a large open area for cables and connectors. |
 The next photo shows the electronics with the top shell
removed from the case. The circuit is built on a prototyping board; I did
not make a printed-circuit board. All the ICs are socketed, and the sockets
have long wire-wrap leads.
The next photo shows the electronics with the top shell
removed from the case. The circuit is built on a prototyping board; I did
not make a printed-circuit board. All the ICs are socketed, and the sockets
have long wire-wrap leads.The 7-segment LED displays are mounted in right-angle sockets, so the are against the transparent red front of the case. The "wave indicator" LEDs are also against the front panel; one is mounted on the top of the circuit board and the other (not visible in the photo) is in the same position on the bottom of the board. The controls for adjusting the input threshold and hysteresis are multi-turn potientiometers. They are mounted near the front panel, with the screw adjustment facing the panel. There is a small hole in the panel in front of each. With some manual dexterity, it is possible to use a small screwdriver to adjust them without opening the case. The cable to the sensor is a flat "rainbow" ribbon cable, which connects to the circuit board via a pin plug. Each sensor has its own cable and plug, so they can be interchanged. A clamp at the open back of the case provides strain relief for the connector and circuit board. To change the sensor, you must:
|
Optical sensor and clamp
 The first picture is an overview of the whole frequency
meter, consisting of the clamp for the club (which itself is C-clamped
to the workbench), the yoke containing the infrared source and detector,
and the electronics. A club (with a grip) is clamped for measurement. The
clamp will also accommodate an ungripped shaft, as we shall see below.
The first picture is an overview of the whole frequency
meter, consisting of the clamp for the club (which itself is C-clamped
to the workbench), the yoke containing the infrared source and detector,
and the electronics. A club (with a grip) is clamped for measurement. The
clamp will also accommodate an ungripped shaft, as we shall see below.The clamp is cocked up at a 12-degree angle. That is flat enough so that the club is vibrating essentially up and down when considering rigidity issues, but the tip is still high enough to break the infrared beam to take a reading. |
 The optical sensor is a U-shaped yoke made of two 1" dowels
(sections of broomstick, actually) screwed to a length of 1x2 lumber. The
infrared LED (emitter) is in a hole near the tip of one dowel, and the infrared
detector is similarly located in the other dowel. I deliberately left a
lot of space for the shaft tip to vibrate and even to "oval". There is almost
3" between the dowels and 5" from the bottom to the LED holes.
The optical sensor is a U-shaped yoke made of two 1" dowels
(sections of broomstick, actually) screwed to a length of 1x2 lumber. The
infrared LED (emitter) is in a hole near the tip of one dowel, and the infrared
detector is similarly located in the other dowel. I deliberately left a
lot of space for the shaft tip to vibrate and even to "oval". There is almost
3" between the dowels and 5" from the bottom to the LED holes.The holes for the infrared components were drilled before the yoke was screwed together. They were drilled as one in a drill press, with both dowels clamped together for alignment. While still clamped, a pair or arrows were drawn on the ends of the dowels with a single ruler and single swipe of the pen (a sharp-pointed permanent marker). These arrows helped with alignment at assembly, as did sighting through the holes. The wires from the infrared components are led down the dowels to screw terminals in the base, where they are attached to the ribbon cable that goes to the electronics. |
 This is an end view of the whole assembly. In this case, an
ungripped shaft is being measured with a 205-gram tip weight. We will see
shortly how we change the clamp from grip mode to bare shaft.
This is an end view of the whole assembly. In this case, an
ungripped shaft is being measured with a 205-gram tip weight. We will see
shortly how we change the clamp from grip mode to bare shaft.The yoke is attached to the main base unit by an arm that is secured by a single bolt. A large threaded knob is the "nut" for that bolt; it is readily loosened and tightened by hand. Therefore, it is easy to adjust the angle of the arm so that the shaft sits in the middle of the beam when at rest. That gives the most stable and accurate reading when the shaft is plucked. In actual use, this adjustment only needs to be changed when switching between gripped and ungripped shafts. The oddly-shaped white gadget screwed to the sloping edge of the base unit is a carrying handle. The offset of the handle has it better aligned with the center of gravity of the whole assembly than a straight handle would, so it hangs straight when you carry it. (In case you're wondering, the offset handle was part of the packing that came with a Pella patio door.) |
 The clamp itself is a pair of hardwood jaws, fashioned from
2x2 lumber (actually 1.5"x1.5", of course) cut to length for the standard
5" clamp. The lower jaw is fixed, and the upper jaw is driven by a toggle
clamp. (A DeStaco toggle clamp. I think it was model 603 but I'm not sure.)
The clamp itself is a pair of hardwood jaws, fashioned from
2x2 lumber (actually 1.5"x1.5", of course) cut to length for the standard
5" clamp. The lower jaw is fixed, and the upper jaw is driven by a toggle
clamp. (A DeStaco toggle clamp. I think it was model 603 but I'm not sure.)The clamp is attached to a 7"-wide aluminum plate made from two aluminum angles, each 3.5" by 1.25" and 1/8" thick. When they are bolted together at the 1.25" flange, they form a plate that is very rigid in the direction of the toggle throw, which is the direction of the load on the plate. This plate is secured to the wooden base by large wood screws, most through the 1.25" flange and a couple through the 3.5" face. The whole assembly is very strong and rigid. The vertical and horizontal members of the base unit are fastened together with 4 large wood screws and shafting epoxy -- again very strong and rigid. There are three steel washers epoxied to the horizontal member; they are used as pads to C-clamp the assembly to a tabletop as shown. The holes in the washers are drilled down through the wood, so the washers can also serve as pads to bolt the assembly more permanently to the workbench. The club shown in the clamp has a grip on the end of the shaft. The next few images will include details of the clamp, including how we switch it to handle an ungripped shaft butt. A key piece of the switch is the 5" length of hardwood angle sitting on the horizontal portion of the base. It has "pins" that sit loosely in holes in the base; that is just a storage position for it. |
 Here is a closeup of the clamp, with no shaft chucked in it.
Here is a closeup of the clamp, with no shaft chucked in it.The lower jaw is screwed to the plate. It has a V-groove routed in it for the shaft. The groove is the same distance from the plate as the centerline of the toggle clamp's shaft. That keeps the clamp's force squarely on the shaft. The groove is 1/2" wide by 1/4" deep. There are two hexagonal aluminum posts mounted to the lower clamp. (Round posts would have been just as good, but I had the hex posts on hand in the right size.) The upper jaw has clearance holes for the posts, and rides up and down on them. The clearance holes are sufficiently loose that the angle of the upper jaw can change to accommodate a no-taper shaft butt or a tapered grip. The upper jaw has a V-groove that mates with the groove in the lower jaw. Together, they hold the shaft rigidly. The toggle clamp drives the upper jaw. Its 5/16" screw meets the jaw in a shallow, wide hole that keeps it from sliding around. (Analysis shows that this hole is superfluous, but just to be on the safe side it's there anyway.) There is a plastic wheel affixed to the screw, used to adjust the final position of the clamp; it is essentially a clamp pressure adjustment. When the toggle clamp is released and lifted, a small metal fitting on the upper jaw engages the head of the screw and causes the upper jaw to be lifted with it. I added calibration marks to the lower jaw at 1" intervals, to allow clamping shorter lengths than 5". However, since the toggle clamp presses in the middle of the 5" span, it is not clear how effective a shorter clamp would be. This has not been tested. |
 In this picture, I have taken the hardwood angle from its
storage position on the base. I am in the process of dropping it into the
V-groove in the lower clamp jaw. The pins drop into mating holes in the
bottom of the groove, and hold it in position. It is the bare-shaft fitting.
In this picture, I have taken the hardwood angle from its
storage position on the base. I am in the process of dropping it into the
V-groove in the lower clamp jaw. The pins drop into mating holes in the
bottom of the groove, and hold it in position. It is the bare-shaft fitting.Luckily, quarter-inch-thick angle is exactly the dimension to compensate for the difference between a gripped and ungripped shaft. It compensates for both the diameter and texture (the V-grooves dig into a grip just enough to give proper pressure). This, of course, assumes "normal" conditions: a .580"-.600" butt and a normal-size men's grip. For other switches, you may need to adjust the screw's depth wheel. |
 Now the ungripped shaft can be clamped for measurement. The
wheel can be used to change the pressure if necessary, but it seldom is
when the clamp is set properly.
Now the ungripped shaft can be clamped for measurement. The
wheel can be used to change the pressure if necessary, but it seldom is
when the clamp is set properly. |
Pressure sensing clamp
 One feature of this frequency meter is that it can use either
an optical sensor (described above) or a piezoelectric pressure transducer.
The transducer is mounted in the clamp, in such a way that pressure is applied
and released as the shaft vibrates.
One feature of this frequency meter is that it can use either
an optical sensor (described above) or a piezoelectric pressure transducer.
The transducer is mounted in the clamp, in such a way that pressure is applied
and released as the shaft vibrates.This picture shows the pressure-sensing clamp in use. The entire assembly is driven by a woodworking vise attached to the workbench. I use it with the shaft vertical, but that is not a necessity. Choose the orientation for rigidity first, and then convenience. |
 The clamp consists of three pieces of hardwood coupled loosely
together.
The clamp consists of three pieces of hardwood coupled loosely
together.The two upper pieces are 5" long, and have matching V-grooves for the shaft. They are held together by wood screws which are only partway screwed in. For the rest of their length, they slide in the pilot hole, allowing the pieces to be separated (as shown) to insert or remove the shaft. The lower piece is a bit longer, and contains the transducer. It is fastened to the middle piece by a hinge at the "back" (the left side in the picture) and a couple of springs in the "front". The springs are 20-pound automotive springs. When the boards are almost touching, the pair of springs assure that a 35-pound force is being applied at the front of the clamp. If the force is applied uniformly on the top piece, then the same force must be applied at the hinge, so the total force on the top piece is 70 pounds. The shaft holds the two pieces apart, so the full 70 pounds is shaft clamping force. |

The view from the front shows the circular piezoelectric transducer fastened to the bottom piece. There is a smaller piece of fairly firm neoprene attached to the middle piece. When the springs are compressed enough, the neoprene presses on the transducer. The aluminum half-round on the top piece is exactly halfway between the springs and the hinge. It is the point against which the vise closes, so that is where the force is applied to the clamp. That guarantees equal forces in the hinge and the spring, so the clamping pressure is uniform over the 5" of the shaft that are clamped. The other function of the half-round is to allow a change of angle between the jaws if a gripped shaft is inserted in the V-groove. The bottom piece rests flat against one jaw of the vise. The top piece uses the half-round as a pivot or fulcrum, allowing the angle to adjust itself. The following steps are required to set up for measurement:
|
The pressure-sensing clamp is a very convenient design, and takes very little bench space compared to the optical arrangement described above. Unfortunately, it has a couple of problems in practice:
- My workbench is very rigid in an up-down vibration mode. But it is not nearly as rigid in resisting horizontal forces at tabletop level. Sadly, any orientation for the clamp in the vise exerts such a horizontal force. The result was sufficiently flexibility of the clamp to lower the readings by about 10cpm. (It is a heavy free-standing table. If it were against a wall and bolted to the studs, it would work much better.)
- With age and pressure cycles, the transducer appears to have lost some of its original stability and sensitivity. If you choose to use a pressure transducer, let me recommend that your design include a provision for replacing the transducer.
Acknowledgments
I'd like to thank Burgess Howell for digitizing my paper drawings. He more than just scanned them in; he also vectorized them from my hand sketches to quality engineering drawings. Also, Jim Witler double-checked the drawings and caught a few circuit errors before anybody had any disasters building it. Finally, I'd like to thank Paul Nickles of Clubmakers' Heaven for providing me just enough data to motivate me to design and build this beast.Appendix: Computer Analysis & Files
A computer program was used to:- Determine the number of stages of pre-countdown and the number of significant bits to drive the display.
- Lay out the bits in the ROM, and write it to a file acceptable to a PROM-burner.
A1: Design of counter stages
The first purpose of the program was to design the counter. It computed and printed out the frequencies measured by applying a 1 MHz (that's 1, not 2 MHz) signal to a counter consisting of M pre-stages followed by N post-stages. I checked by eye to see, for each run:- What was the lowest frequency that could be read. (This was completely dependent on M+N.)
- What was the highest frequency where the next frequency read was just 1 cpm higher, with no frequency skipped. (This was completely dependent on M.)
|
Stages |
Stages |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
In trying to figure the range I had to have, I consulted the 1995 DSFI Shaft Fitting Addendum. The lowest frequency driver was 194 cpm (FiberSpeed FS-100), and the highest frequency 5-iron was 338 cpm (TT Dynamic X). The row that covered the entire range was the highlighted one, with 9 pre-stages and 10 post-stages, so I used it.
The sharp-eyed among you may have noticed that the circuit actually has
10 pre-stages, not 9. That's because the oscillator I was about
to get cheaply (well, free; it was in my basement) was a 2MHz clock, not
1MHz. So I used the extra pre-stage (it was on the chip anyway)
to count from 2MHz to 1MHz.
A2: PROM data file
After designing the counter, I extended the program to compute the bits needed for the display ROM. Since the program could already go from the binary register content to a decimal three-digit frequency, I just had to tell it how to express each digit as seven display segments.I also set it up so that:
- Above 999cpm, the display says "HI", for "too high to display".
- Below 115cpm, the display says "LO", for "too low to display".
- The raw binary file to feed to a ROM burner.
- The C++ source code for the program.
- The PC executable for the program.
Dave Tutelman
History:
March 1995
- Built the frequency meter.
- Documentation consisted of hand drawings.
- Burgess Howell scanned the drawings and converted them to good digital images.
- I wrote the description and John Muir added it to Clubmaker Online.
- Corrected the drawings (finally) as suggested by Jim Witler.
- Added sections on physical design, with photographs.
|
|